




|
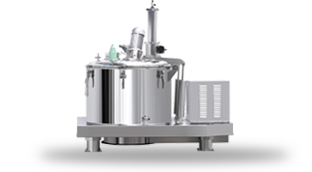
吊袋离心机成为企业提升生产效能的“得力帮手”在化工、制药、食品加工等行业的物料分离环节,效率与精度直接影响生产进度与产品品质。吊袋离心机作为一款G效分离设备,凭借Z越性能,成为企业提升生产效能的“得力帮手”,轻松应对固液分离难题,助力生产流程优化升级。 G效分离,提质增效是其核心竞争力。采用X进的离心分离技术,转速稳定且可调,能快速实现固液混合物的G效分离,分离精度高,大幅减少物料损耗,提升产品合格率。同时,设备处理量大,可满足不同规模生产需求,有效缩短生产周期,提高整体生产效率。 便捷操作,安全可靠降低使用成本。设备结构设计合理,吊袋式卸料方式简单便捷,无需人工频繁接触物料,减少人工劳动强度,降低操作失误率。配备完善的安全保护装置,如过载保护、开盖保护等,确保设备运行过程中的安全性与稳定性,避免安全事故发生。此外,设备易清洁维护,零部件通用性强,维护成本低,延长设备使用寿命。 无论是化工行业的酸碱物料分离,还是制药行业的药液澄清,亦或是食品行业的淀粉脱水等场景,这款吊袋离心机都能精z适配,为各行业生产提供G效、稳定的分离解决方案,推动企业生产高质量发展。 上一篇什么是高速离心机的原理下一篇拉袋离心机的三大核心优势 |



